
Is Material Sourcing Impacting Finishing Expectations? The Answer Could Be in Your Material Certs
It is great to see opportunities returning to manufacturers in the US. But there is nothing normal about our production workflow post-COVID. If you are serving any industry’s supply chain, the obstacles are enormous.
The repercussions of supply chain disruption will be reverberating indefinitely throughout our industry. Geopolitical issues like trade wars and import tariffs only worsen the problems we are all facing.
As a result, we have all witnessed decreases in the availability of supplies and increases in prices on everything from aluminum to exotic alloys to chemicals, just to name a few. The same bar stock of material that typically costs $100 per pound has more than doubled or tripled that amount—provided it can even be sourced at all.
In the last year, we have seen our customers at the mercy of this dilemma. Often left with no other alternatives, they are forced to source materials from different suppliers, which gives them less control over the quality of the metal purchased.
OEMs, machinists, and fabricators will not notice anything wrong or inconsistent with these materials during machining or fabrication. That is because issues resulting from slow cooling and alloying elements will not be apparent until they reach the metal finisher.
What Do “Slow Cooling” and Alloying Mean on a Material Cert?
We encourage our customers to contact us immediately if there are any questions on material certifications or the alloying variability that may affect the outcome of your product.
All project managers, purchasing agents, and buyers require that metal suppliers provide a Material Certification that specifies the ratio of alloys and cooling methods. While an aluminum alloy may appear to comply with quality standards, that may be because it will not show any visible inconsistencies until it reaches the metal finisher and has been processed.
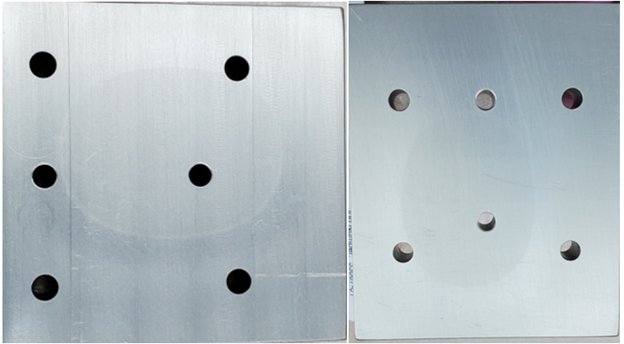
Those seemingly insignificant specifications are, in fact, quite crucial. Any shortcuts in the alloy element ratios or a slow cooling process show up after anodizing or hard coating, as illustrated in these photos.
Gwen Turner, our chemical analyst, reports that she has seen Material Certifications, both of domestic and international suppliers, state that although the material was manufactured to the performance standards of ASTM, it was not manufactured according to ASTM methods.
This language can be misleading. It essentially means that the manufacturer’s process is not compliant with ASTM and most likely uses slow cooling to cut costs. Built around physical properties such as tensile strength, the ASTM performance standards can be met without conforming to the appropriate methods. Unfortunately, these properties tell us nothing about the material’s microstructure, which can affect behavior during finishing, cosmetic appearance, and corrosion resistance.
Turner further warns us to be careful about strictly blaming this issue on international suppliers. During a troubleshooting exercise, she recently reviewed material certifications for 6061 aluminum from 10 different suppliers from Russia, China, and the United States. Of the 10, only 1 stated that the material was prepared according to ASTM methods, had alloying element concentrations comfortably within range, and was NADCAP traceable.
The remaining 9 certs were low or borderline on dispersing elements, which increases the risk of a less uniform microstructure. The newest cert, likely the culprit of the issue in the images shown, was from a manufacturer based in the US, was very low on dispersing elements, and carried a disclaimer about meeting ASTM standards without being manufactured with ASTM methods.
With rising demand, OEMs, machine shops, and fabricators are forced to source material from suppliers that may not have the infrastructure to produce quality aluminum. Unfortunately, there are plenty of those suppliers, both inside and outside our home turf. A trusted, audited, accredited, and traceable manufacturer is the best bet for quality aluminum.

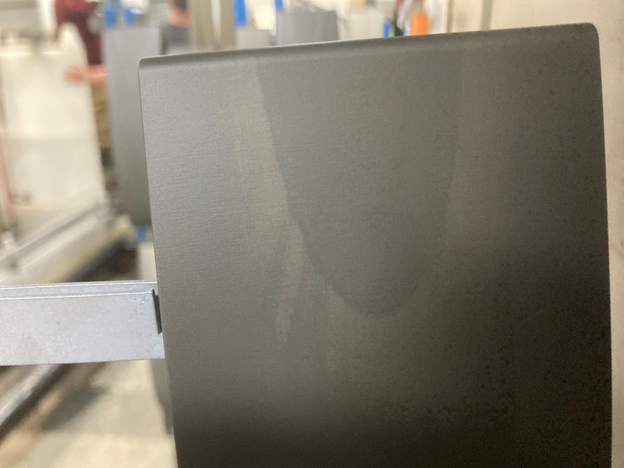
Other outcomes reported are seen in the pictures: splotchy patterns and billet markings that do not appear until after anodizing. Another important risk is the aesthetic value; there is less vibrancy in the material, causing a failure to meet the cosmetic requirements of the customer. How can these obstacles be overcome?
Getting Through These Challenges Together
At Global Metal Finishing, we realize that whether you are a project manager, a purchasing agent, or the shipping manager, you are trying to meet deadlines and make tough material sourcing decisions due to current market conditions. Therefore, we will always do our very best to prevent any issues from occurring during metal finishing.
We promise to assist you in verifying your material certs. Furthermore, we will communicate with you directly about the outcome of the material you have purchased, notifying you immediately if there are any surprises.
Together we can reduce variables and minimize delays and frustrations by engaging in positive communication.
Thank you for your time, and stay tuned for additional technical bulletins coming from the Global Metal Finishing Technical Team, headquartered in Roanoke, VA.
